


 > Product introduction > Welding End Preparations
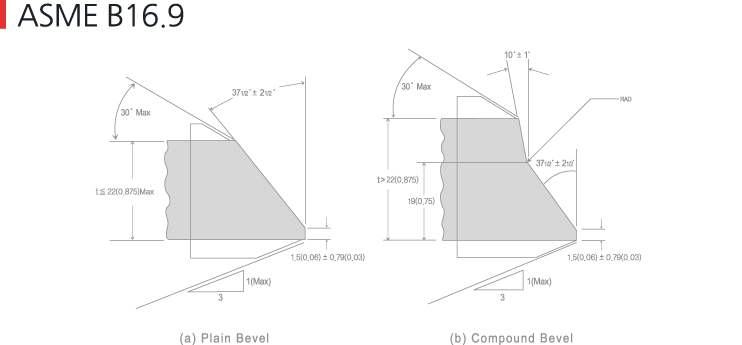
> Product introduction > Welding End Preparations- ASME B16.9
- KS/JIS
| Nominal Pipe Wall Thickness(t) |
End Preparation |
|---|---|
| Less than X* | Cut square of slightly chamfer, at mfr's. option |
| X* to 22(0.875), inclusive | Plain bevel as in sketch (a) above |
| More than 22(0.875) | Compound bevel as in sketch (b) above |
| X*=5(0.19) for carbon steel, ferritic alloy steel or wrought iron; 3(0.12)for austenitic alloy steel |
|
1.End preparations are in accordance with ASME B16.25 Paragraph 4.2
2.End preparations conforming to customer specifications will be
specially manufactured upon consultation.
KS / JIS
01.
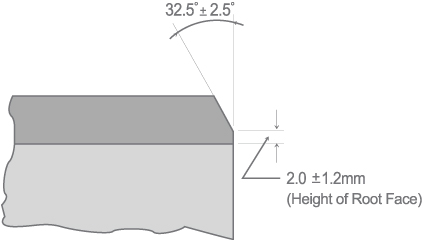
Steel Butt-Welding Pipe Fittings for Ordinary Use. [KS B 1522 / JIS B 2311]
02.
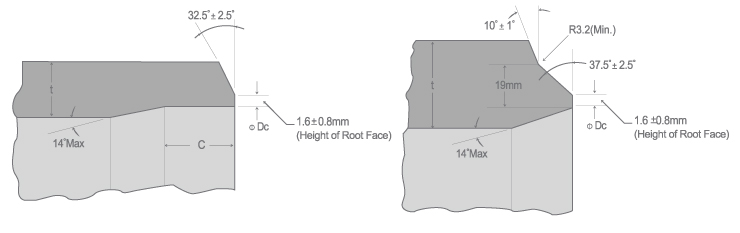
Steel Butt-Welding Pipe Fittings for Special Use. [KS B 1541 / JIS B 2312]
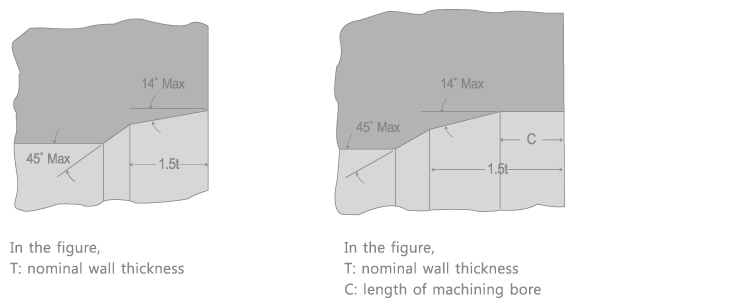
 C : In the Case Where t is 19mm or Less
D : In the Case Where t is Over 19mm
C : In the Case Where t is 19mm or Less
D : In the Case Where t is Over 19mm
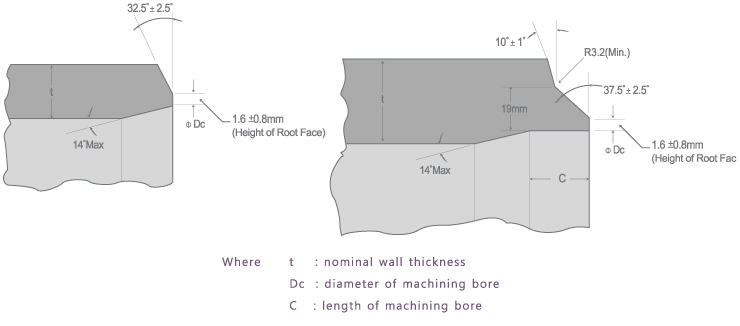
1.Diameter(Dc) and length(C) of machining bore and dimensional tolerances shall be as agreed
between parties concerned.
2. Relieving of machining bore may be performed by providing an inclination of 14˚ or less from
the end face to the limits of 1.5 times the wall thickness, or after cutting to the cylindrical surface
to the length of machining bore, providing an inclination of 14˚ or less to the limits above-indicated,
and beyond that portion machining with an ilclination of 45˚ or less.
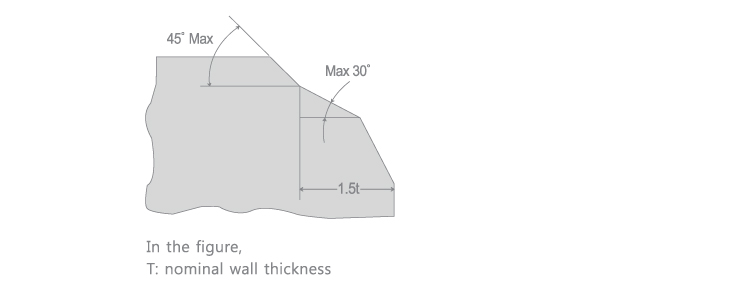
Relieving for outside diameter may be performed by providing an inclination of 30˚ or less from the
end face to the limits of 1.5 times the wall thickness, and beyond that portion machining with
an inclination of 45˚ or less.
03.
Steel Plate Butt-Welding Pipe Fittings. [KS B 1543 / JIS B 2313]

The shape and dimensions of the special bevel ends are referred to the reference clause
stated in KS B1541, JIS B 2312
TEL+81-(0)51-831-5131 FAX+81-(0)51-831-5138E-mailwhb@winhibend.com
SEOUL OFFICE : [15104] 270, Gongdan 1-daero, Siheung-si, Gyeonggi-do, KoreaTEL+81-(0)31-431-5131 FAX+81-(0)31-431-5138E-mailwhb@winhibend.com
copyright (c) 2016 WINHIBEND. ALL right reserved.